Ferramentas Lean
Golden Zone
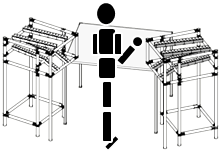
A Golden Zone é a área nobre para ter os materiais e ferramentas para executar as tarefas. Para reduzir o desperdício e melhorar a ergonomia deve-se privilegiar esta zona de trabalho.

Standard Work
O Standard Work é realizado para registar as características de um processo, como as operações, o layout e os tempos de ciclo.



Yamazumi – Balanceamento
Permite identificar o desperdício de espera entre postos de trabalho e processos.


Bordo de Linha
Estruturas criadas para o abastecimento dos postos de trabalho. Na procura da melhor solução para um bordo de linha as grandes condições são a sua adequação ao processo e a ergonomia, o que garante uma panóplia de estruturas ilimitada.
Andon
A tradução de Andon é lanterna, e é um controlo visual para “pedir ajuda” ao responsável quando ocorre alguma situação anormal. O responsável pela regularização da situação vai ao local e só quando a produção retomar o seu curso normal é que o andon volta a verde.

SMED – Single Minute Exchange of Die
O objectivo do SMED (Single Minute Exchange Die) é reduzir as perdas de setup, reduzir o tempo de ajuste e de mudança de ferramentas, permitindo um aumento do O.E.E. e uma redução do tamanho dos lotes.

OEE – Overall Equipment Efficiency
O OEE é o indicador que mede a eficiência do equipamento em relação à disponibilidade, performance e qualidade.

5S
É uma metodologia Lean criada para melhorar a organização do nosso posto de trabalho, que consiste em 5 passos distintos, criando um sistema para standardizar o modo como as tarefas são realizadas.

Jidoka
Jidoka é um sistema instalado numa máquina do processo produtivo que permite a detecção de defeitos na máquina e a automática paragem do sistema para não passar o defeito para a frente.

Sequenciador
O sequenciador é um buffer de encomendas, dispostos na sequência a produzir.

Quadro de Produção
O quadro de produção é preenchido pelos responsáveis pelo processo e inclui informação como os objectivos de produção, o que foi produzido e comentários. Pode também ter informações sobre qualidade, segurança, recursos humanos e resultados.

Poka-Yoke
Poka-Yoke é um sistema que, após ser implementado, impossibilita a criação de um defeito num processo de fabrico.

AM – Manutenção Autónoma
Tem como objectivo a prática de manutenção de uma forma rotineira e organizada, melhorando as competências dos operadores e dos técnicos de manutenção.

PM – Manutenção Planeada
Com a manutenção planeada evoluímos os esforços de um método reactivo para um método proactivo, com o objectivo de obter máquinas e equipamentos sem problemas e não produzir defeitos.

Produção em Células
Ao converter uma linha numa célula de produção ganhamos em flexibilidade, em relação aos produtos possíveis de produzir, à quantidade de colaboradores afectos à linha e ao balanceamento das tarefas.

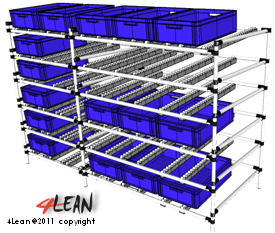
Supermercado
Local para armazenar os componentes de abastecimento das linhas, de forma a que a sua utilização seja o mais ergonómica.
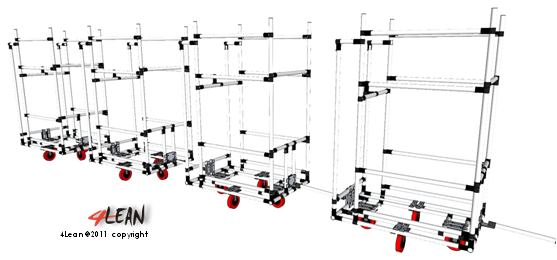
Mizusumashi – Comboio Logístico
O comboio logístico efectua o transporte dos componentes entre o armazém (ou recepção de material) e o supermercado, e entre o supermercado e o bordo de linha.
JIT
JIT (Just In Time) é um sistema de produção que tem como finalidade reduzir o WIP (Work In Process). Como ferramentas, o JIT, utiliza o Kanban e o Junjo e tem como focos a melhoria contínua, o fluxo, o envolvimento de todos e a qualidade.

Kanban
O Kanban é um sistema de requisição de material. Uma sinalização kanban é colocada num determinado nível de stock que origina uma nova requisição.

Junjo
O sistema Junjo divide-se em duas categorias, sequência e kit.
Quando o componente a ser abastecido no bordo de linha é de grandes dimensões, ou é um componente base do produto, este deve ser fornecido em sequência (exemplo: os assentos de automóveis).

No caso de o abastecimento ser constituído por vários componentes de pequenas e médias dimensões, os componentes devem ser “casados” em kits e fornecidos na sequência de produção.

Sistema de 2 caixas
O sistema de duas caixas tem como objectivo evitar que a linha ou célula de produção fique sem componentes para processar, após uma caixa esvaziar até ao próximo ciclo de abastecimento.

Sistema Pull
O sistema adoptado pela indústria originalmente tinha como fundamentos produzir para vender (Push System). Com o Sistema Pull, em vez de se “empurrar” o produto, é o cliente que “puxa” toda a produção.

Heijunka
O Heijunka é um sistema que permite sequenciar as encomendas para produção. Permite nivelar a entrada de produtos em produção, seguindo uma sequência pré-determinada (Pitch), que se repete ao longo do tempo.

Milk Run
Na logística externa de uma empresa podem existir dois tipos de Milk Run, o que realiza rotas regulares de levantamentos de material nos fornecedores e o que envia os produtos para os clientes, também numa rota fixa.

Kaizen
Kaizen é uma palavra de origem japonesa e significa mudar para melhor, na vida em geral. O Japão, nos anos 50, iniciou um processo de renovação da indústria, e desta renovação nasceu o conceito de melhoria contínua, da empresa e também do trabalhador que nela labora.

PDCA
A ferramenta PDCA é útil para a criação e seguimento das acções de melhoria. Apresenta de uma forma visual as quatro fases de implementação de uma acção: Planear; Fazer; Controlar; Actuar.
Ao standardizar os processos garantimos que não retrocedemos em acções de melhoria já implementadas.

Desperdício
São 7 os desperdícios que ao implementarmos Lean na nossa empresa tentamos reduzir ou eliminar.

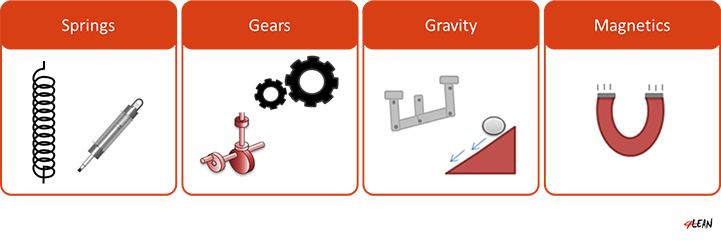
Karakuri
Karakuri means mechanism, using “poor” technology to reduce waste and improve ergonomics. This is low cost automation using mechanism that are based in gravity, springs, magnets, linked levers, gears etc.