LEAN TOOLS
Golden Zone
The Golden Zone is the prime area to have the materials and tools necessary for our duties. To reduce waste and improve ergonomics we should focus on this area to perform the tasks.

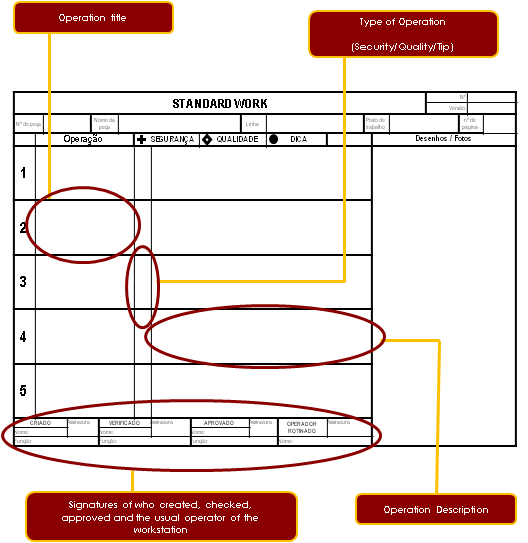
Standard Work
The Standard Work is conducted to record the characteristics of a process, such as operations, layout, and cycle times.


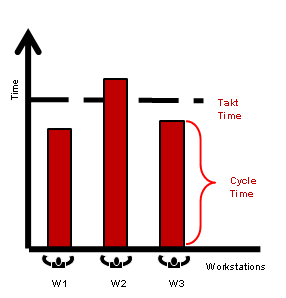
Yamazumi
Allows you to identify the waiting time between jobs and processes.

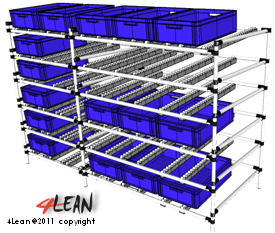
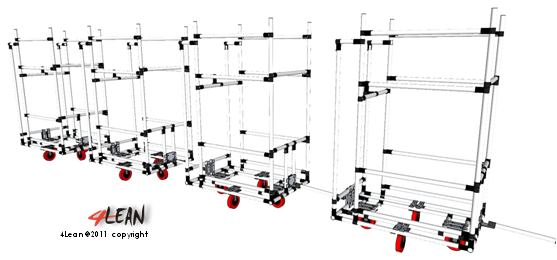
Border of Line
Structures created to supply the workstations. On the search to find the best solution for a border of line the major conditions are its suitability for the process and ergonomics, which ensures an unlimited variety of structures.
Andon
The translation for Andon is lantern, and it’s a visual control to “call for help” to the person in charge of resolving the abnormal situation. He goes to the site and only when production resumes its normal course the andon returns to green.

SMED – Single Minute Exchange of Die
The objective of SMED (Single Minute Exchange Die) is to reduce the setup wastes, reduce setup time , enabling the increase of the OEE and the reduction of the lots size.

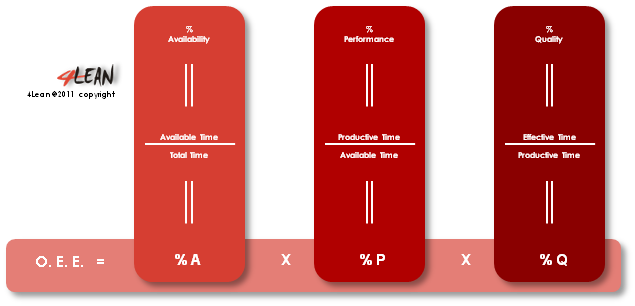
OEE – Overall Equipment Efficiency
OEE is the indicator that measures the efficiency of equipment regarding availability, performance and quality.
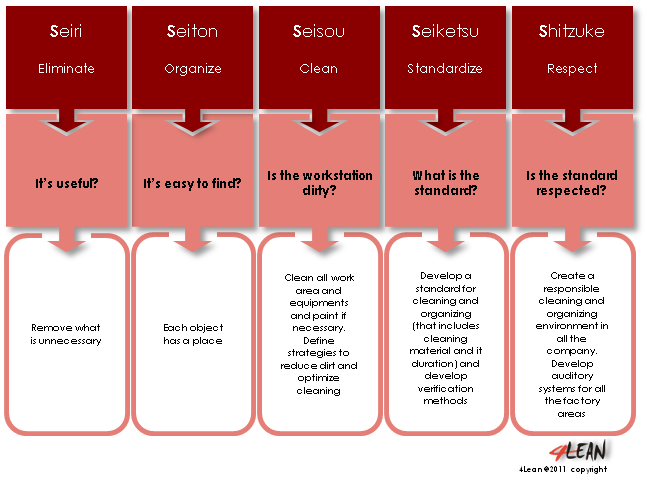
5S
It’s a Lean methodology designed to improve the organization of our tasks, which consists of five distinct steps, creating a system to standardize how tasks are performed.
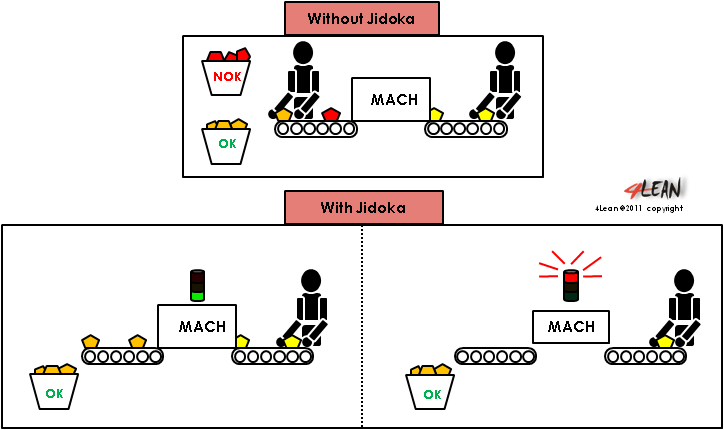
Jidoka
Jidoka is a system, to install on a machine from the production process, that allows the detection of defects in the machine and the automatic shutdown of the system to avoid passing the defect to the next process.
Sequencer
The sequencer is a buffer of orders, arranged on the sequence to produce.

Production Board
The production board is filled by the persons responsible for the process and includes information such as the production targets, what was produced and comments. You can also add information on quality, safety, human resources and results.

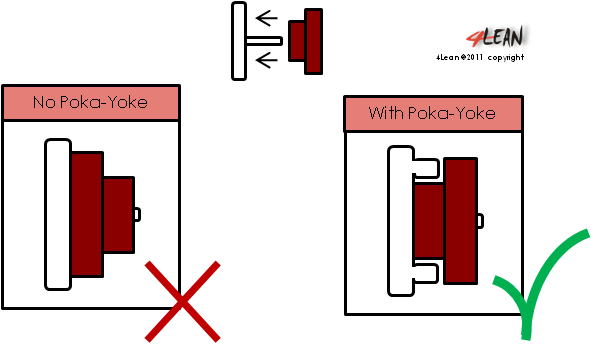
Poka-Yoke
Poka-Yoke is a system that, after being implemented, makes the creation of a defect in the manufacturing process impossible to happen.
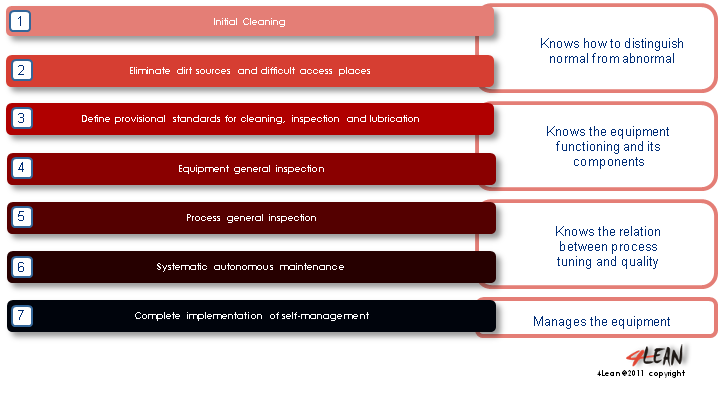
AM – Autonomous Maintenance
It aims to maintenance practiced on a routinely and organized way, improving the skills of operators and maintenance technicians.
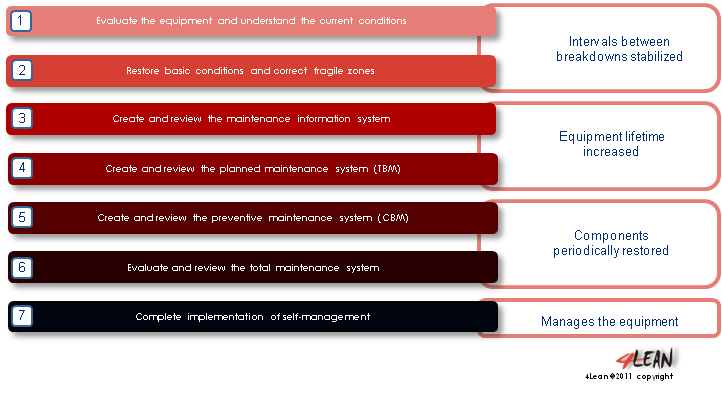
PM – Planned Maintenance
With planned maintenance we evolve our efforts to from a reactive method to a proactive method, with the aim of obtaining machinery and equipment without problems without producing defects.
Cell Production
When you convert a production line into a cell you gain in flexibility, regarding the variety of products you can produce, the number of employees assigned to the cell and the balancing of tasks.

Supermarket
Place to store the components to supply the prodution cells, in the most ergonomic way.
Mizusumashi – Logistic Train
The logistic train executes the transport of components between the warehouse (or reception of material) and the supermarket, and between the supermarket and the border of line.
JIT
JIT (Just In Time) is a production system that aims to reduce the WIP (Work In Process). As tools JIT uses Kanban and Junjo and focus on continuous improvement, flow, the involvement of all and quality.

Kanban
Kanban is a requesting material system. A kanban signal is placed in a predetermined level of stock that originates a new request.

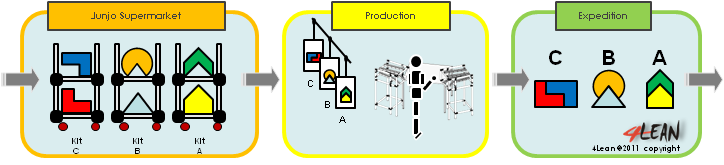
Junjo
The Junjo system is divided into two categories, sequence and kit.
When the component to be supplied in the border of line is large, or is a main component of the product, it must be provided in sequence (example: the car seats).

If the components to be supplied are small and medium sized, the components must be supplied in kits in the production sequence.
2 Bin System
The 2 bin system is designed to prevent the production line of running out of components, from emptying a box until the next cycle of supply.

Pull System
The system originally adopted by the industry had as fundamentals produce to sell (push system). With the pull system, rather than “push” the product, is the client that “pull” the entire production.

Heijunka
The Heijunka system allows sequencing orders for production. Enables leveling the production, following a predetermined sequence (pitch), which is repeated over time.

Milk Run
In external logistics can be two types of Milk Run, the one that performs regular routes to the suppliers of materials and the one that sends the goods to the clients, also on a fixed route.

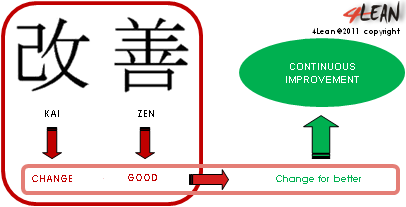
Kaizen
Kaizen is a japanese word and means change for better. Japan in the fifties began a process to renew industry, and from this renovation was born the concept of continuous improvement, of the company and also the worker.
PDCA
The PDCA is an useful tool to create and following up the improvement actions. Presents in a visual manner the four phases of implementation of an action: Plan, Do, Check, Act.
By standardizing processes we guarantee that we don’t step back on the improvement actions already implemented.

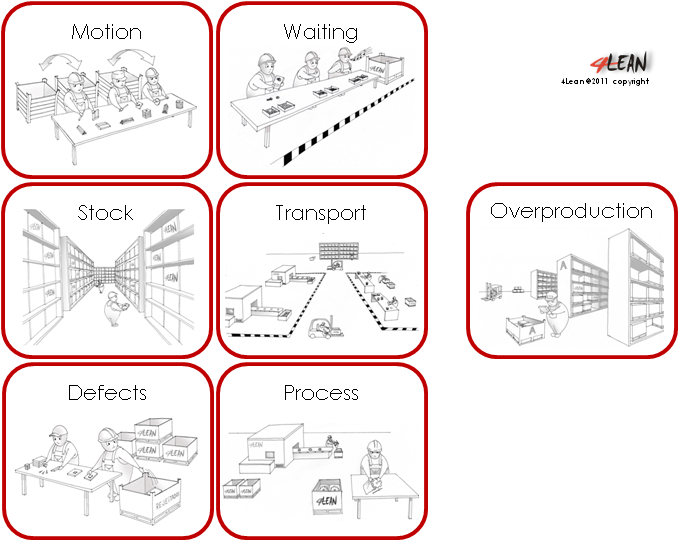
Wastes
There are 7 wastes that we try to reduce and eliminate when we implement Lean.
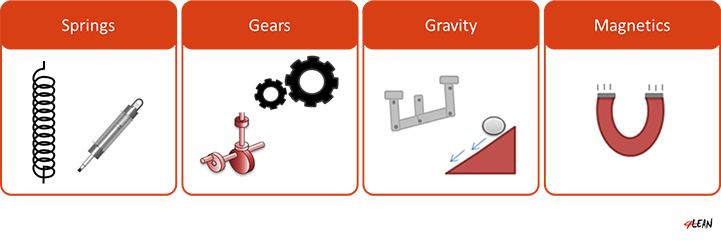
Karakuri
Karakuri means mechanism, using “poor” technology to reduce waste and improve ergonomics. This is low cost automation using mechanism that are based in gravity, springs, magnets, linked levers, gears etc.