LEAN TOOLS
Golden Zone
La Golden Zone est le zone privilégié où avoir les matériaux et outils nécessaires à nos devoirs. Pour réduire les déchets et améliorer l’ergonomie nous devrions nous concentrer sur cette zone pour effectuer les tâches.

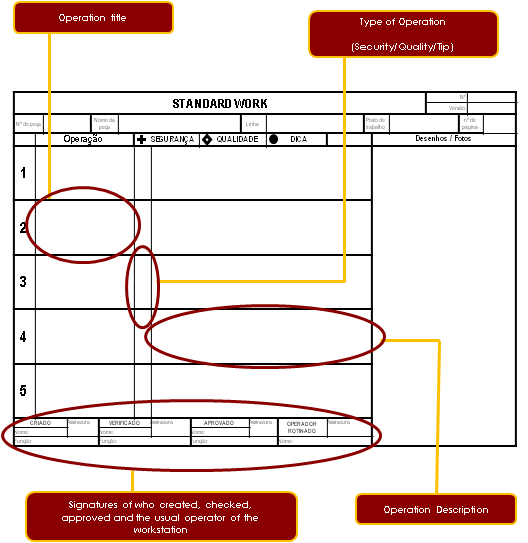
Travail Standard
Le type de travail est effectué pour enregistrer les caractéristiques d’un processus, tels que les opérations, la disposition et les temps de cycle.


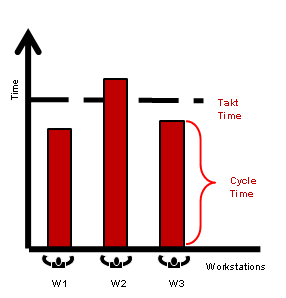
Yamazumi
Vous permet d’identifier le temps d’attente entre les emplois et les processus.

Frontière de Ligne
Structures créées pour alimenter les postes de travail. Sur la recherche pour trouver la meilleure solution pour une frontière de ligne, les conditions principales sont la pertinence pour le processus et l´ergonomie, qui assure une variété illimitée de structures.
Andon
La Traduction de « Andon » est lanterne. Le Andon est un contrôle visuel à « appeler à l’aide » à la personne en charge de résoudre les situations anormales. Lorsque la production reprend son cours habituel le » Andon » retourne au vert.

SMED – Single Minute Échange de Die
L’objectif de SMED (Single Minute échange Die) est de réduire le gaspillage de temps pendant les configurations, de réduire le temps d’installation, permettant l’augmentation de l’OEE et la réduction de la taille des lots.

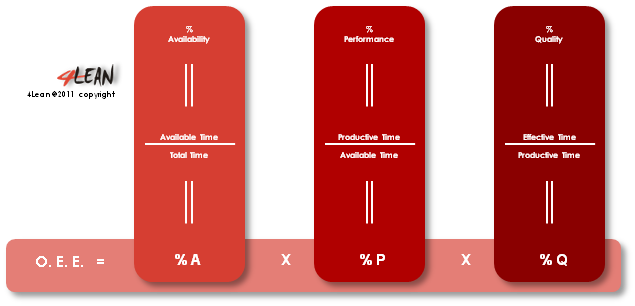
OEE – Overall Equipment Efficiency
OEE est l’indicateur qui mesure l’efficacité des équipements concernant la disponibilité, la performance et la qualité.
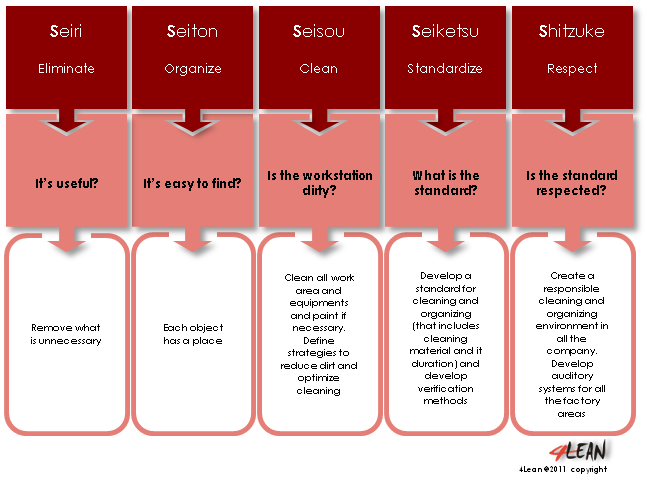
5S
5S est une méthodologie Lean visant à améliorer l’organisation de nos tâches, qui se compose de cinq étapes distinctes, la création d’un système de normalisation des tâches exécutées.
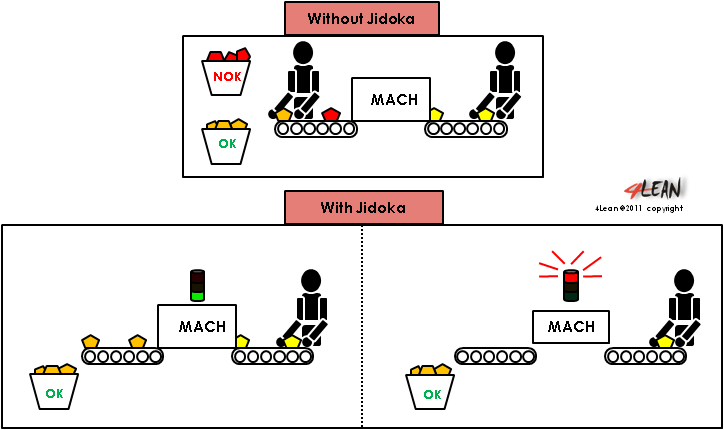
Jidoka
Jidoka est un système, à installer sur une machine du processus de production, qui permet la détection de défauts de la machine et l’arrêt automatique du système pour éviter de transmettre le défaut à l’étape suivante.
Séquenceur
Le séquenceur est un amortisseur de commandes, disposé sur la séquence à produire.

Tableau de production
Le tableau de production est rempli par les personnes responsable des processus et comprend des informations telles que les objectifs de production, ce qui a été produit ainsi que des commentaires. Vous pouvez également ajouter des informations sur la qualité, la sécurité, les ressources humaines et les résultats.

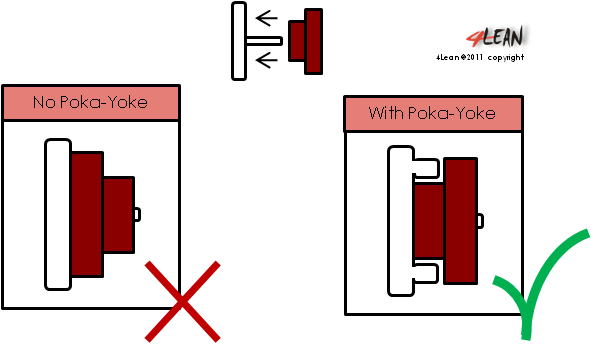
Poka-Yoke
Poka-Yoke est un système qui, après avoir été mis en œuvre, empêche l´apparition de défaut durant le processus de fabrication.
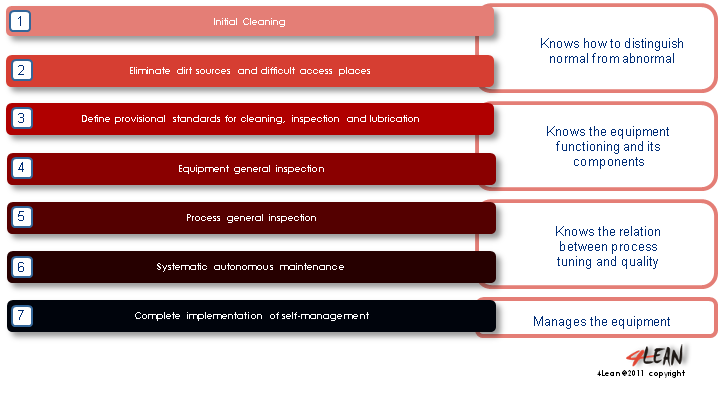
MA – Maintenance Autonome
Il vise à l’entretien pratiquée sur une façon routinière et organisée, améliore les compétences des opérateurs et techniciens de maintenance.
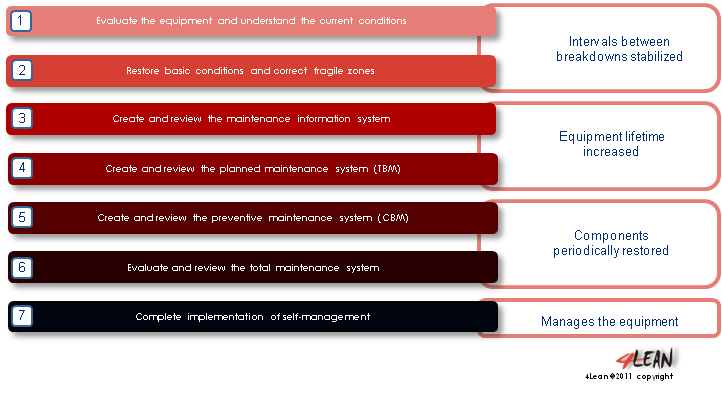
MP – Maintenance Planifiée
Avec une maintenance planifié nous évoluons nos efforts d’une méthode réactive à une méthode proactive, dans le but d’obtenir des machines et des équipements sans problèmes sans produire des défauts.
Production de Cellules
Lorsque vous convertissez une ligne de production en une cellule vous gagnez en flexibilité, en ce qui concerne la variété des produits que vous pouvez produire, le nombre d’employés affectés à la cellule et l’équilibrage des tâches.

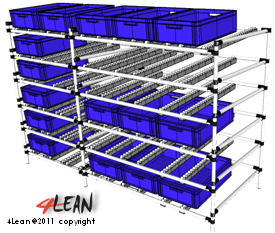
Rayonnage Dynamique
Passer à stocker les composants pour alimenter les cellules de production, de la manière la plus ergonomique.
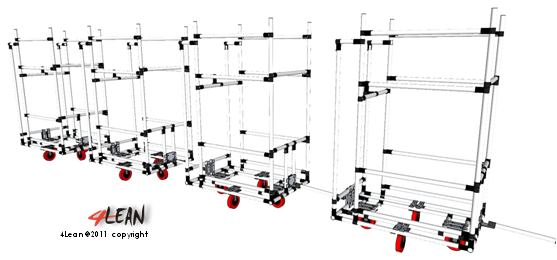
Mizusumashi – Logistique Train
Le train logistique exécute le transport des composants entre l’entrepôt (ou réception du matériel) et le rayonnage dynamique , et entre le rayonnage dynamique et la frontière de ligne.
JIT
JIT (Just In Time) est un système de production qui vise à réduire le WIP (Work In Process). Comme outils JIT utilise des Kanban et Junjo et la concentration sur l’amélioration continue, le débit, l’implication de tous et la qualité.

Kanban
Kanban est un système demandeur de matériaux. Un signal Kanban est placé dans un niveau prédéterminé de stock qui donnera origine à une nouvelle demande.

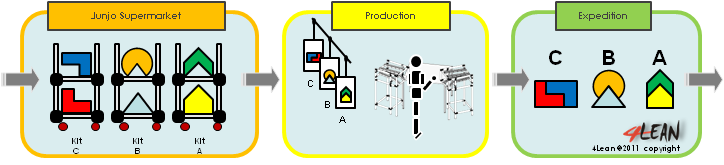
Junjo
Le système Junjo est divisé en deux catégories, la séquence et le kit.
Lorsque le composant à fournir à la ligne est important, ou est un composant principal du produit, il doit être prévu dans l’ordre (par exemple: les sièges de voiture).

Si les composants à fournir sont petits et moyens, les composants doivent être livrés en kits dans la séquence de production.
2 Système Bin
Le système 2 bin est conçu pour empêcher la ligne de manquer de composants, de vider une boîte jusqu‘au prochain cycle d´approvisionnement.

Pull System
Le système adopté à l’origine par l’industrie avait comme fondamentaux produire pour vendre (Push system). Avec le système de traction «Pull System», plutôt que de «pousser» le produit, c’est le client «pousse» l’ensemble de la production.

Heijunka
Le système Heijunka permet de séquencer les ordres de production. Il Permet la mise à niveau de la production, suivant une séquence prédéterminée (de hauteur), qui est répété au fil du temps.

Milk Run
Dans la logistique externe il peut y avoir deux types de « Milk Run », l’une qui effectue des liaisons régulières avec les fournisseurs de matières et celui qui envoie les marchandises aux clients, également sur un itinéraire fixe.

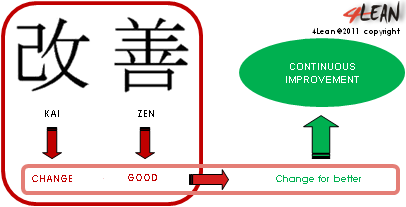
Kaizen
Kaizen est un mot japonais qui signifie le changement pour le meilleur. Le Japon dans les années cinquante a commencé un processus de renouvellement de l’industrie, et à partir de cette rénovation est né le concept d’amélioration continue, de la société et aussi du travailleur.
PDCA
Le PDCA est un outil utile pour créer et suivre des actions d’amélioration. Présent de manière visuelle les quatre phases de la mise en œuvre d’une action: Plan, Do, Check, Act.
En standardisant les processus nous garantissons que nous n´avons pas un peu de recul sur les actions d’amélioration déjà mises en œuvre.

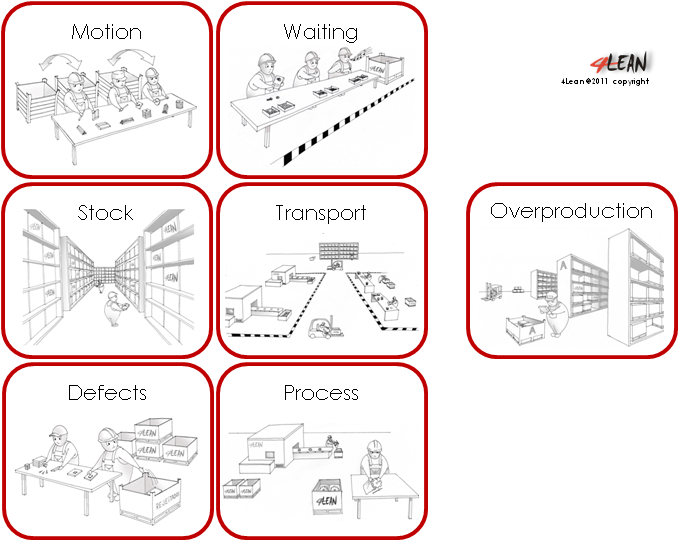
Déchets
Il ya sept déchets que nous essayons de réduire et d’éliminer lorsque nous mettons en œuvre le Lean.
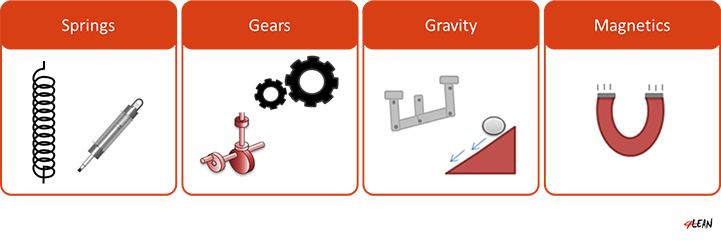
Karakuri
Karakuri means mechanism, using « poor » technology to reduce waste and improve ergonomics. This is low cost automation using mechanism that are based in gravity, springs, magnets, linked levers, gears etc.