LEAN TOOLS
Golden Zone
Golden Zone es una área noble para tener los materiales y herramientas para ejecutar las tareas. Para reducir los desperdicios y mejorar la ergonomía se debe privilegiar esta zona de trabajo.

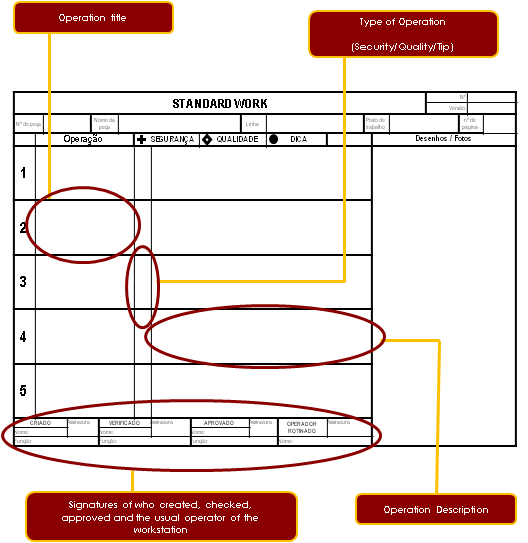
Standard Work
Standard Work es realizado para registrar las características de un proceso, como las operaciones, el layout y los tiempos de ciclo.


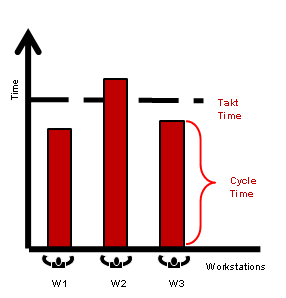
Yamazumi – Equilibrio
Permite identificar el desperdicio de espera entre puestos de trabajo y procesos.

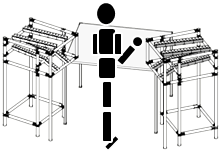
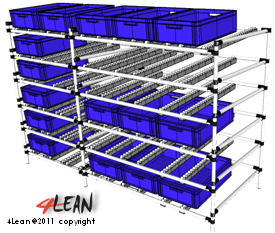
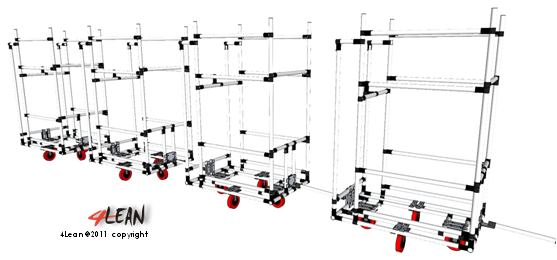
Bordo de Línea
Estructuras creadas para el abastecimiento de los puestos de trabajo. En la búsqueda de mejor solución para un bordo de línea y las gran condiciones es su adecuación al proceso y la ergonomía, lo que garante una panoplia ilimitada de estructuras.
Andon
La traducción de Andon es linterna, y es un controle visual para “pedir ayuda” al responsable cuando alguna situación anormal ocurre. El responsable por la regularización de la situación va al local y solo cuando la producción retomar su curso normal , el Andon vuelva verde.

SMED – Single Minute Exchange of Die
El objetivo del SMED (Single Minute Exchange Die) es reducir las pierdas de setup, reducir el tiempo de regulación y de cambio de herramientas, permitiendo un aumento del O.E.E. y una reducción del tamaño de los lotes.

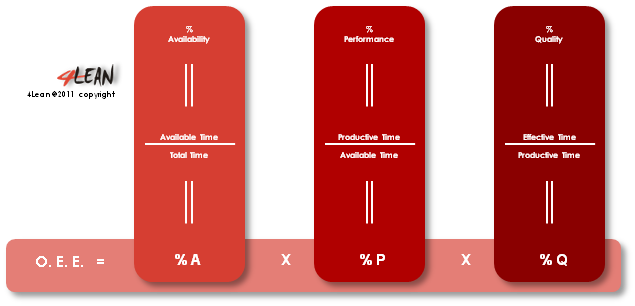
OEE – Overall Equipment Efficiency
OEE es un indicador que mide la eficiencia del equipamiento en relación à disponibilidad, performance y calidad.
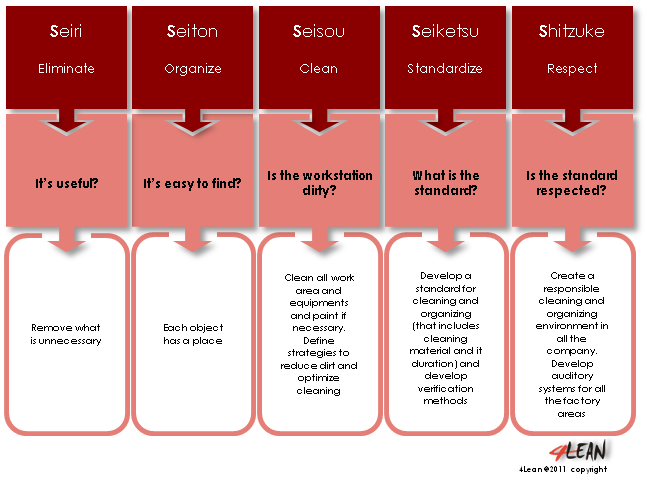
5S
Es una metodología Lean creada para mejorar la organización de nuestro puesto de trabajo, que consiste en 5 pasos distintos, creando un sistema para estandarizar la forma como las tareas son realizadas.
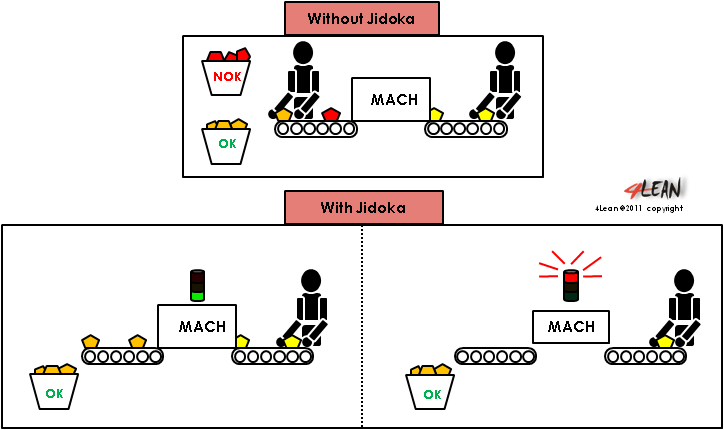
Jidoka
Jidoka es un sistema instalado en una máquina del proceso productivo que permite la detección de defectos en la máquina y la automática paraje del sistema para no pasar el defecto para adelante.
Secuenciador
El secuenciador es un buffer de encargos, dispuestos en la secuencia productiva.

Cuadro de Producción
El cuadro de producción es lleno por los responsables por el proceso y contiene información como los objetivos de producción, lo que fue producido y comentarios. Puede también tener informaciones sobre calidad, seguridad, recursos humanos y resultados.

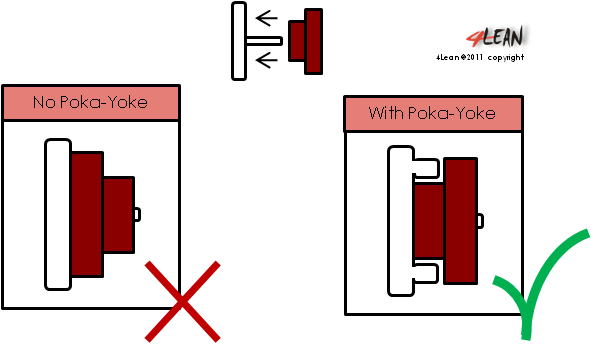
Poka-Yoke
Poka-Yoke es un sistema que, después ser implementado, imposibilita la creación de un defecto en un proceso de fabricación.
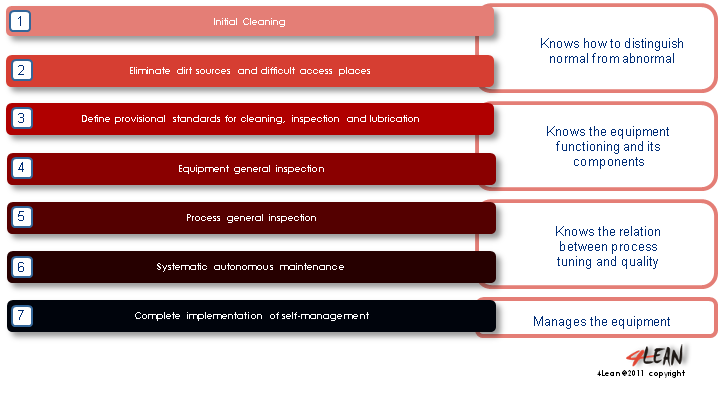
AM – Manutención Autónoma
Tiene como objetivo la práctica de manutención de una forma rutinera y organizada, mejorando las competencias de los operadores y de los técnicos de manutención.
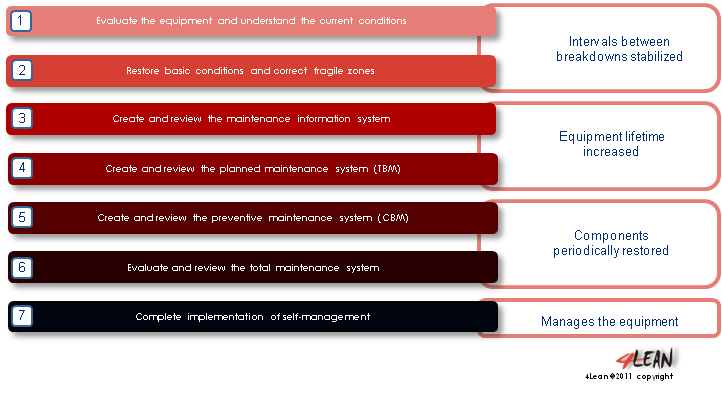
PM – Manutención Planeada
Con la manutención planeada evolucionamos los esfuerzos de un método reactivo para un método proactivo, con el objetivo de obtener máquinas y equipamientos sin problemas y no producir defectos.
Producción en Células
Al convertir una línea en una célula de producción ganamos en flexibilidad, en relación a productos posibles de producir, a cuantidad de colaboradores afectos a línea y al equilibrio de las tareas.

Supermercado
Local para almacenar los componentes de abastecimiento de las líneas, de forma que su utilización sea más ergonómica.
Mizusumashi – Tren Logístico
El tren logístico efectúa el transporte de los componentes entre el almacén (o recepción de material) y el supermercado, y entre el supermercado y el bordo de línea.
JIT
JIT (Just In Time) es un sistema de producción que tiene como finalidad reducir el WIP (Work In Process). Como herramientas, JIT, utiliza el Kanban y el Junjo y tiene como focos la mejoría continua, el flujo, el envolvimiento de todos y la calidad.

Kanban
O Kanban es un sistema de requisición de material. Una señalización kanban es colocada en un determinado nivel de stock que origina una nueva requisición.

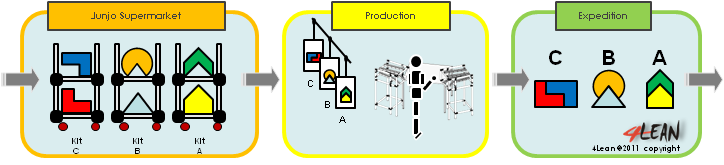
Junjo
El sistema Junjo se divide en dos categorías, secuencia y kit.
Cuando el componente abastecido en el bordo de línea es de gran dimensiones, o es un componente base del producto, este debe ser fornecido en secuencia (ejemplo: os asientos de automóvil).

En el caso del abastecimiento ser constituido por varios componentes de pequeñas y medianas dimensiones, los componentes deben ser “casados” en kits y suministrados en secuencia de producción.
Sistema de 2 cajas
El sistema de dos cajas tiene como objetivo evitar la línea o célula de producción queda sin componentes para procesar, después una caja vaciar hasta al allegado ciclo de abastecimiento.

Sistema Pull
El sistema adoptado pela industria originalmente tenía como fundamentos producir para vender (Push System). Con o Sistema Pull, en vez de se “empujar” el producto, es el cliente que “tirar” toda la producción.

Heijunka
El Heijunka es un sistema que permite secuenciar los encargos para producción. Permite nivelar la entrada de productos en producción, cursando una secuencia pre-determinada (Pitch), se repite al longo del tiempo.

Milk Run
En la logística externa de una empresa pueden existir dos tipos de Milk Run, lo que realiza rutas regulares de levantamientos de material nos suministradores y lo que envía los productos para los clientes, también en una ruta fija.

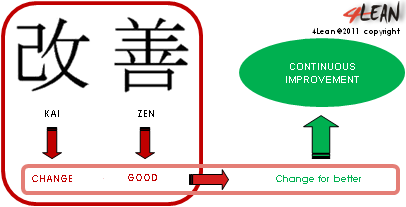
Kaizen
Kaizen es una palabra de origen japonesa y significa cambiar para mejor, en la vida en general. El Japón, en los años 50, comenzó un proceso de renovación de la industria, y de esta renovación nasció el concepto de mejoría continua, de la empresa y también del trabajador que trabaja en ella.
PDCA
La herramienta PDCA es útil para la creación y seguimiento de las acciones de mejoría. Presenta de una forma visual las cuatro fases de implementación de una acción: Planear; Hacer; Controlar; Actuar.
Al estandarizar los procesos garantimos no retroceder en acciones de mejoría ya implementadas.

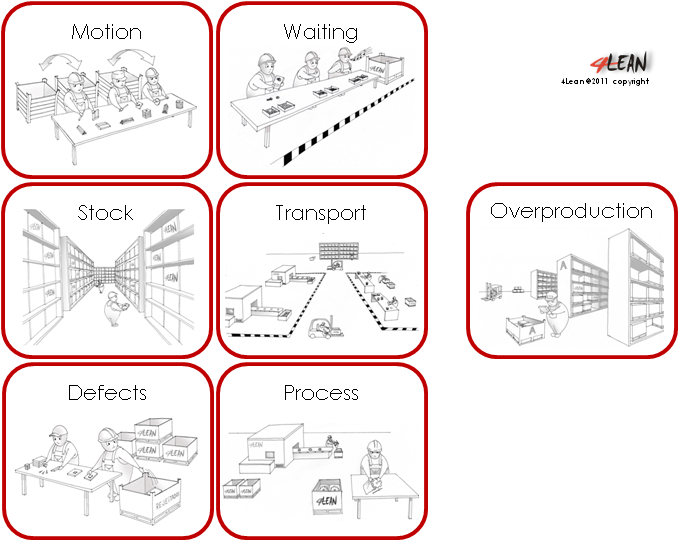
Desperdicio
Son 7 los desperdicios que al implementar Lean en la nuestra empresa intentamos reducir o eliminar.
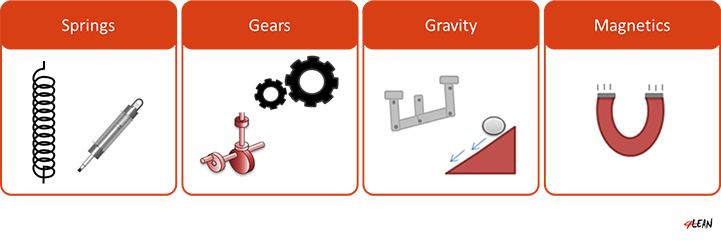
Karakuri
Karakuri means mechanism, using «poor» technology to reduce waste and improve ergonomics. This is low cost automation using mechanism that are based in gravity, springs, magnets, linked levers, gears etc.